


Производство карданных валов характеризуется применением технологии механической обработки, в частности токарной. При производстве валов можно выделить отдельные этапы производственного цикла.
Изготовление приводных валов - технологические процессы.
Первым из них является подготовительный процесс, в котором готовят полуфабрикат, из которого будет сделан вал. Важно правильно подобрать диаметр материала и нарезать его на ленточной пиле до размеров, учитывающих технологические припуски. Следующим этапом является внедрение технологических ядер при необходимости. Они сделаны для того, чтобы получить материальную стабильность в токарных центрах и планировать излишки через поворот , Эта операция относится к черновой обработке, которая характеризуется большой площадью поперечного сечения обрабатываемого слоя и максимально возможной рабочей подачей.
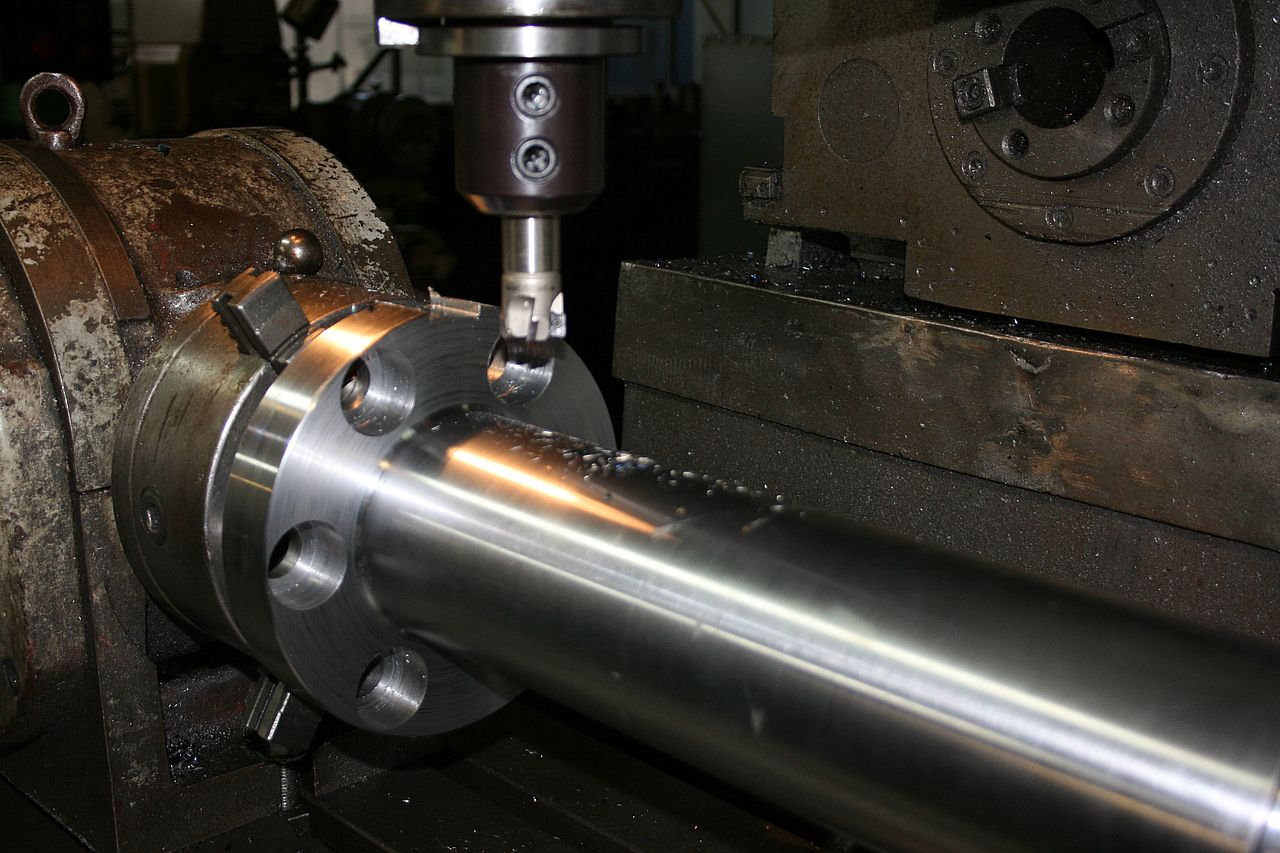
На третьем этапе производство приводных валов характеризуется деятельностью, направленной на формирование геометрии вала с учетом допусков формы. Для этой цели инструменты с соответствующими свойствами выбираются для конкретных типов материала, из которого сделан вал. В случае приводных валов, изготовленных из таких сталей, как, например, 40 НМ или 34 ННМ, механические свойства которых намного лучше, чем у конструкционной стали, выбирается диапазон подачи и глубина резания из этого диапазона:
- ap - глубина резания 0,3-2,6 мм;
- f0 - подача инструмента 0,1-0,25 [мм / об.].
Также стоит добавить, что необходимая шероховатость поверхности зависит от этих параметров, а также от скорости шпинделя. Последняя стадия производственного цикла включает в себя проделывание отверстий полученной цилиндрической формы, которые реализуются на фрезерных центрах или в случае канавок или зубьев с использованием долбежного станка. Иногда валы дополнительно подвергаются процессу термообработки. Это для достижения лучших механических свойств. Это приводит к выполнению еще одного этапа: механическая обработка - чистовая обработка, при которой припуск на чистовую обработку после закалки снимается.
Весь производственный цикл закрывается в момент контроля качества и поддержания полученного конечного продукта. Мы готовы доставить готовую продукцию нашим клиентам в любую точку Европейского Союза. Мы гарантируем высочайшее качество приводных валов, производимых на нашем заводе. Мы приглашаем вас воспользоваться нашим опытом.



